Dobot in TIA implementieren
Nun müssen die beiden Pins (Eingang und Ausgang) zusammen mit dem Dobot in das SPS-Programm integriert werden.
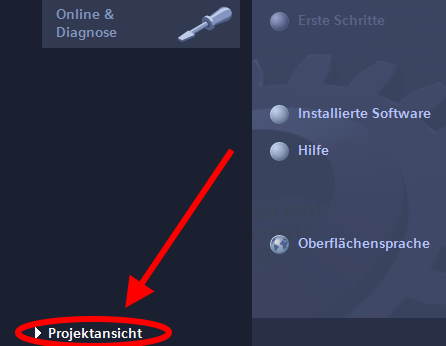
Dafür muss TIA-Portal geöffnet werden und dann auf "Projektansicht" unten links angeklickt werden.
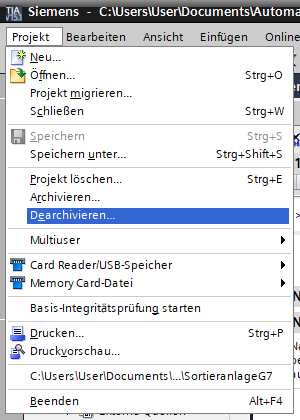
Dann wird das Grundprogramm, welches 2 Seiten zuvor gedownloadet werden kann, dearchiviert werden über "Projekt" -> "Dearchivieren" in TIA-Portal.
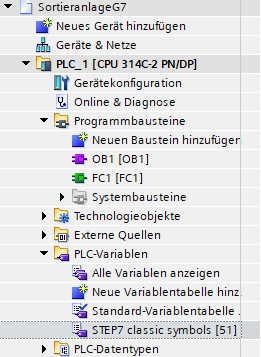
Danach muss der Menüpunkt "PLC_1 [CPU 314C-2 PNDP]" -> "PLC-Variablen" -> "STEP7 classic symbols" ausgewählt werden.
Zum Hinzufügen muss ein Name eingetragen werden. Die Bezeichnung wurde "M70" gewählt, da dies die technische Kennzeichnung des Dobots ist. Wichtig ist, dass der Pin EIO13 die Adresse I3.4 und der Pin EIO19 die Adresse Q3.4 erhält. Der Datentyp ist jeweils BOOL. Ein Kommentar mit einer aussagenden Beschreibung sorgt für eine verbesserte Übersicht.

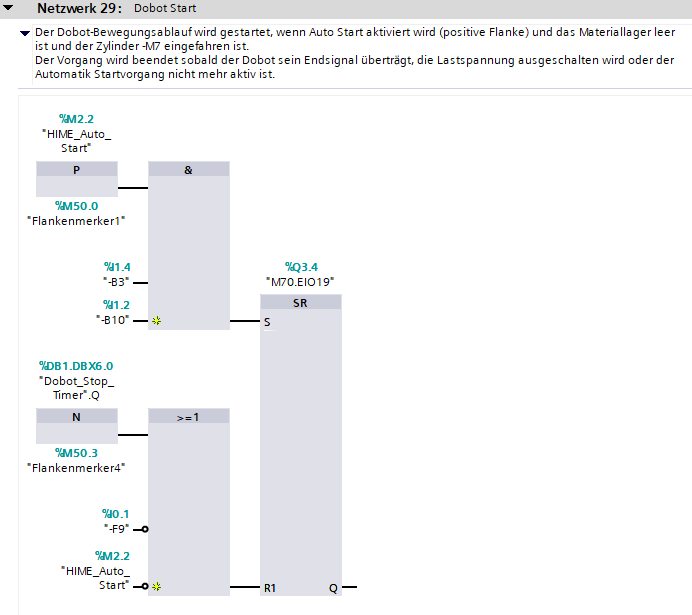
Nun begeben wir uns in den Baustein "FC1". Für den Eingangspin 19 wird ein neues Netzwerk angelegt. Es empfiehlt sich ein SR-Glied dafür zu wählen, um ihn zu setzen und zu resetten. Das SR-Glied wird gesetzt, sobald der Automatikbetrieb gestartet wird, der Zylinder -M7 eingefahren ist (-B10) und kein Werkstück in dem Magazin ist (-B3). Der Automatikbetrieb wird auf eine positive Flanke getriggert, also gibt es erst ein Signal aus, wenn "HIME_Auto_Start" von 0 auf 1 wechselt.
Dann darf der Dobot seine Aktion ausführen und das Werkstück ins Magazin legen. Das SR-Glied wird wieder zurückgesetzt, wenn der Dobot über seinen Ausgangspin 13 das Stop-Signal gibt (negative Flanke, also "Dobot_Stop_Timer" von 1 auf 0), welches über den "Dobot_Stop_Timer" (wird in Netzwerk 30 implementiert!) zurückgegeben wird. Alternativ wird der Dobot auch gestoppt, wenn die Lastspannung abgeschaltet wird (-F9) oder der Automatik Start beendet wird.
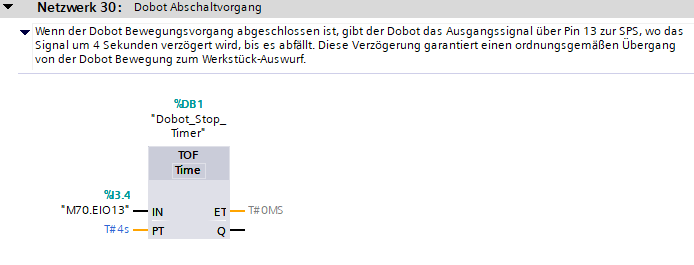
In einem weiteren Netzwerk wird das Ausgangssignal des Pin 13 mit einer Ausschaltverzögerung um 4 s verzögert, damit der Übergang zwischen der Dobot Bewegung und dem Werkstück-Auswurf reibungslos verläuft. Diese Zeit kann auch etwas verkürzt werden.
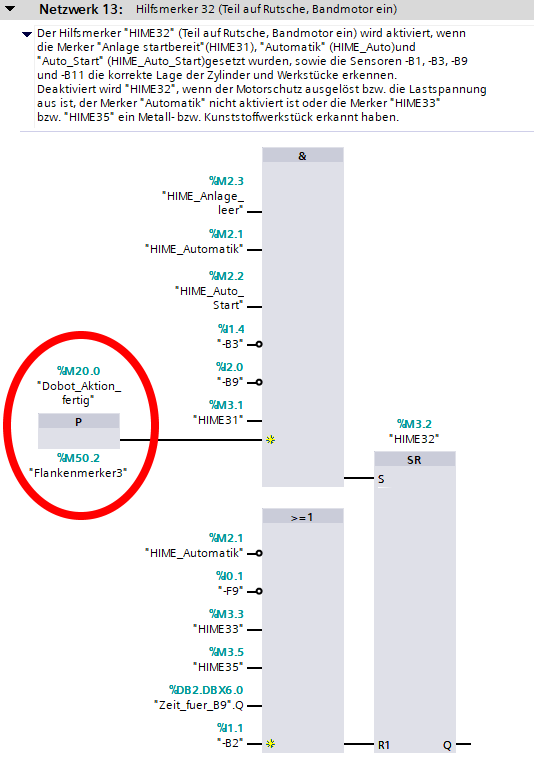
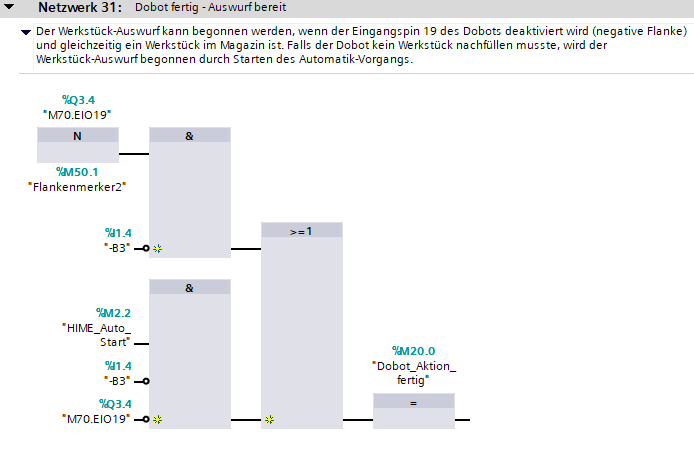
Um den Sortiervorgang akkurat starten zu können, muss unterschieden werden, ob der Dobot nachfüllen musste oder bereits ein Werkstück vorhanden ist und der Vorgang sofort starten kann. Dafür wird ein neuer Merker angelegt namens "Dobot_Aktion_fertig". Dieses wird entweder ausgelöst, wenn Pin 19 von einem 1-Zustand auf einen 0-Zustand wechselt. Daher wird er auf eine negative Flanke getriggert. Gleichzeitig muss dann ein Teil im Magazin liegen (-B3).
Wenn bereits ein Teil erkannt wird und Pin 19 nicht aktiviert wird, dann wird der Merker "Dobot_Aktion_fertig" durch Betätigen des Automatik Start-Taster aktiviert und der Sortiervorgang startet ohne Dobot Nachfüllung.
Im bestehenden Netzwerk 13 wird in die Setzbedingung von HIME32 noch der Merker "Dobot_Aktion_fertig" hinzugefügt. Dafür wird der Merker auf eine positive Flanke getriggert.